
Wakati bodi ya mzunguko inayoweza kubadilika ya FPC inapopigwa, aina za mkazo kwenye pande zote za mstari wa msingi ni tofauti.
Hii ni kutokana na nguvu tofauti zinazofanya kazi ndani na nje ya uso uliopinda.
Kwenye upande wa ndani wa uso uliopinda, FPC inakabiliwa na mkazo wa kubana. Hii ni kwa sababu nyenzo hiyo imebanwa na kubanwa inapoinama ndani. Mfinyazo huu unaweza kusababisha tabaka ndani ya FPC kubanwa, na hivyo kusababisha delamination au kupasuka kwa kijenzi.
Kwa nje ya uso uliojipinda, FPC inakabiliwa na mkazo wa mkazo. Hii ni kwa sababu nyenzo hiyo imeinuliwa wakati imeinama nje. Ufuatiliaji wa shaba na vipengele vya conductive kwenye nyuso za nje vinaweza kukabiliwa na mvutano ambao unaweza kuharibu uadilifu wa mzunguko. Ili kupunguza mkazo kwenye FPC wakati wa kuinama, ni muhimu kuunda mzunguko wa flex kwa kutumia vifaa sahihi na mbinu za kutengeneza. Hii ni pamoja na kutumia nyenzo zilizo na unyumbufu ufaao, unene unaofaa, na kuzingatia kipenyo cha chini zaidi cha FPC. Uimarishaji wa kutosha au miundo ya usaidizi pia inaweza kutekelezwa ili kusambaza mkazo kwa usawa zaidi katika mzunguko.
Kwa kuelewa aina za dhiki na kuzingatia usanifu unaofaa, kutegemewa na uimara wa bodi za saketi zinazonyumbulika za FPC zinapopinda au kunyumbulika kunaweza kuboreshwa.
Yafuatayo ni baadhi ya mambo mahususi ya usanifu ambayo yanaweza kusaidia kuboresha kutegemewa na uimara wa bodi za saketi zinazonyumbulika za FPC zinapopinda au kunyumbulika:
Uteuzi wa Nyenzo:Kuchagua nyenzo sahihi ni muhimu. Substrate inayoweza kubadilika na kubadilika nzuri na nguvu ya mitambo inapaswa kutumika. Polyimide inayobadilika (PI) ni chaguo la kawaida kutokana na utulivu wake bora wa joto na kubadilika.
Mpangilio wa Mzunguko:Mpangilio sahihi wa mzunguko ni muhimu ili kuhakikisha kuwa athari za conductive na vipengele vinawekwa na kupitishwa kwa namna ambayo hupunguza viwango vya dhiki wakati wa kupiga. Inashauriwa kutumia pembe za mviringo badala ya pembe kali.
Miundo ya Uimarishaji na Usaidizi:Kuongeza miundo ya uimarishaji au usaidizi kando ya maeneo muhimu ya kupinda kunaweza kusaidia kusambaza mfadhaiko kwa usawa zaidi na kuzuia uharibifu au uharibifu. Tabaka za kuimarisha au mbavu zinaweza kutumika kwa maeneo maalum ili kuboresha uadilifu wa jumla wa mitambo.
Kipenyo cha Kukunja:Kiwango cha chini cha kupiga radi kinapaswa kufafanuliwa na kuzingatiwa wakati wa awamu ya kubuni. Kuzidisha kipenyo cha chini cha bend kutasababisha viwango vya mkazo kupita kiasi na kutofaulu.
Ulinzi na Ufungaji:Ulinzi kama vile mipako isiyo rasmi au nyenzo za kufungia zinaweza kutoa nguvu ya ziada ya kiufundi na kulinda saketi dhidi ya vipengee vya mazingira kama vile unyevu, vumbi na kemikali.
Mtihani na Uthibitishaji:Kufanya majaribio ya kina na uthibitishaji, ikiwa ni pamoja na majaribio ya kukunja na kukunja kimitambo, kunaweza kusaidia kutathmini kutegemewa na uimara wa bodi za saketi zinazonyumbulika za FPC chini ya hali halisi ya ulimwengu.
Ndani ya uso uliopindika ni shinikizo, na nje ni mvutano. Ukubwa wa dhiki unahusiana na unene na kipenyo cha kupinda cha bodi ya saketi inayoweza kunyumbulika ya FPC. Mkazo kupita kiasi utafanya FPC kubadilika bodi ya mzunguko lamination, shaba foil fracture na kadhalika. Kwa hiyo, muundo wa lamination wa bodi ya mzunguko wa FPC inayoweza kubadilika inapaswa kupangwa kwa busara katika muundo, ili ncha mbili za mstari wa katikati wa uso uliopindika ziwe linganifu iwezekanavyo. Wakati huo huo, radius ya chini ya kupiga inapaswa kuhesabiwa kulingana na hali tofauti za maombi.
Hali ya 1. Kiwango cha chini zaidi cha kupinda cha ubao wa mzunguko wa FPC wa upande mmoja unaonyeshwa kwenye mchoro ufuatao:
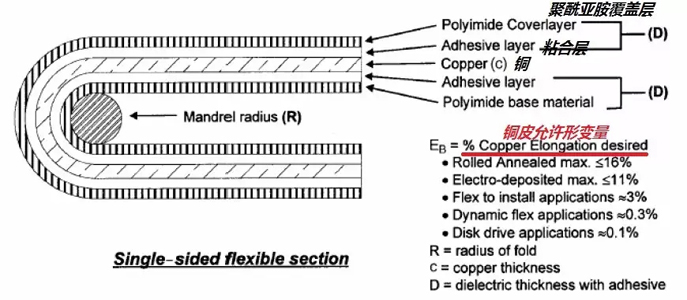
Kipenyo chake cha chini zaidi cha kupinda kinaweza kuhesabiwa kwa fomula ifuatayo: R= (c/2) [(100-Eb) /Eb]-D
Radi ya chini ya bending ya R=, unene wa c= ngozi ya shaba (kitengo cha m), unene wa filamu ya kifuniko ya D= (m), uharibifu unaoruhusiwa wa EB = ngozi ya shaba (iliyopimwa kwa asilimia).
Deformation ya ngozi ya shaba inatofautiana na aina tofauti za shaba.
Upeo wa deformation ya A na shaba iliyoshinikizwa ni chini ya 16%.
Upeo wa deformation ya B na shaba ya electrolytic ni chini ya 11%.
Aidha, maudhui ya shaba ya nyenzo sawa pia ni tofauti katika matukio tofauti ya matumizi. Kwa tukio la kupiga mara moja, thamani ya kikomo ya hali mbaya ya fracture hutumiwa (thamani ni 16%). Kwa muundo wa ufungaji wa bending, tumia thamani ya chini ya deformation iliyotajwa na IPC-MF-150 (kwa shaba iliyovingirwa, thamani ni 10%). Kwa matumizi ya nguvu ya kubadilika, deformation ya ngozi ya shaba ni 0.3%. Kwa matumizi ya kichwa cha magnetic, deformation ya ngozi ya shaba ni 0.1%. Kwa kuweka deformation inaruhusiwa ya ngozi ya shaba, radius ya chini ya curvature inaweza kuhesabiwa.
Kubadilika kwa nguvu: eneo la programu hii ya ngozi ya shaba hugunduliwa na deformation. Kwa mfano, risasi ya phosphor kwenye kadi ya IC ni sehemu ya kadi ya IC iliyoingizwa kwenye chip baada ya kuingizwa kwa kadi ya IC. Katika mchakato wa kuingizwa, shell inaharibika kwa kuendelea. Tukio hili la programu ni rahisi na linabadilika.
Kiwango cha chini zaidi cha kupinda cha PCB inayonyumbulika ya upande mmoja inategemea mambo kadhaa, ikiwa ni pamoja na nyenzo inayotumika, unene wa ubao, na mahitaji mahususi ya programu. Kwa ujumla, radius inayoweza kupinda ya bodi ya mzunguko wa flex ni karibu mara 10 ya unene wa bodi. Kwa mfano, ikiwa unene wa bodi ni 0.1mm, radius ya chini ya kupiga ni kuhusu 1mm. Ni muhimu kutambua kwamba kupiga ubao chini ya kipenyo cha chini cha bend kunaweza kusababisha viwango vya dhiki, shida kwenye athari za conductive, na ikiwezekana kupasuka au kupunguka kwa ubao. Ili kudumisha uadilifu wa umeme na mitambo ya mzunguko, ni muhimu kuzingatia radii ya bend iliyopendekezwa. Inapendekezwa kushauriana na mtengenezaji au msambazaji wa bodi inayoweza kunyumbulika kwa miongozo maalum ya radius ya kupinda na kuhakikisha kwamba mahitaji ya muundo na maombi yanatimizwa. Zaidi ya hayo, kufanya majaribio ya kimitambo na uthibitishaji kunaweza kusaidia kubainisha mkazo wa juu zaidi ambao bodi inaweza kuhimili bila kuathiri utendakazi na kutegemewa kwake.
Hali ya 2, bodi ya pande mbili ya bodi ya mzunguko ya FPC inayoweza kunyumbulika kama ifuatavyo:
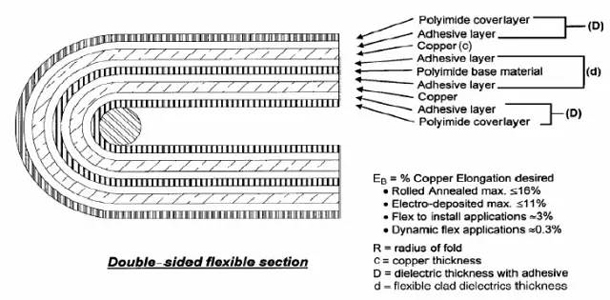
Miongoni mwao: R= kipenyo cha chini cha kupiga, kitengo cha m, c= unene wa ngozi ya shaba, kitengo cha m, D= unene wa filamu ya chanjo, kitengo mm, EB= deformation ya ngozi ya shaba, iliyopimwa kwa asilimia.
Thamani ya EB ni sawa na hapo juu.
D= unene wa kati wa safu, kitengo M
Radi ya chini zaidi ya bodi ya mzunguko inayopinda ya FPC ya pande mbili (Flexible Printed Circuit) kawaida huwa kubwa kuliko ile ya paneli ya upande mmoja. Hii ni kwa sababu paneli za pande mbili zina athari ya kuelekeza pande zote mbili, ambayo huathirika zaidi na mkazo na mkazo wakati wa kuinama. Kipenyo cha chini zaidi cha kupinda cha bao la pcb ya FPC yenye upande mbili kwa kawaida ni takriban mara 20 ya unene wa ubao. Kwa kutumia mfano sawa na hapo awali, ikiwa sahani ni 0.1mm nene, radius ya chini ya bend ni karibu 2mm. Ni muhimu sana kufuata miongozo ya mtengenezaji na vipimo vya kupiga bodi za pcb za FPC za pande mbili. Kuzidisha kipenyo cha bend kinachopendekezwa kunaweza kuharibu athari za ufuatiliaji, kusababisha utengano wa safu, au kusababisha matatizo mengine yanayoathiri utendakazi wa saketi na kutegemewa. Inapendekezwa kushauriana na mtengenezaji au msambazaji kwa miongozo maalum ya kipenyo cha bend, na kufanya uchunguzi wa kiufundi na uthibitishaji ili kuhakikisha kuwa bodi inaweza kuhimili mipinda inayohitajika bila kuathiri utendaji wake.
Muda wa kutuma: Juni-12-2023
Nyuma




